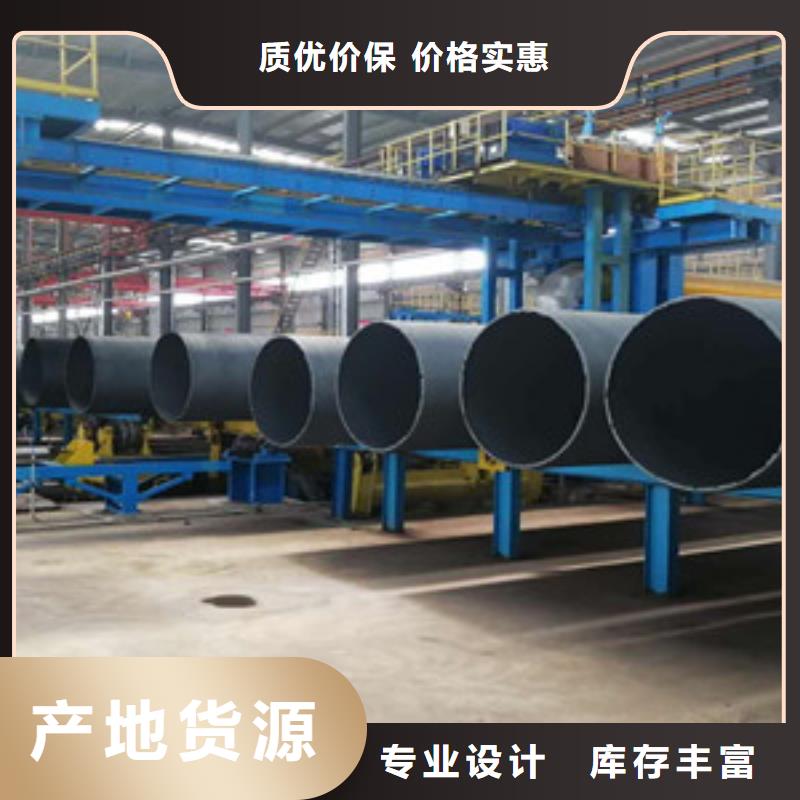


别再等待了,仅仅一分钟,就能通过我们的球墨铸铁管k9球墨铸铁管品种全产品视频探索到无数令人心动的细节和亮点。
以下是:球墨铸铁管k9球墨铸铁管品种全的图文介绍



格瑞球墨铸铁管相对于很多人来说是比较陌生的。但它却是现代建筑行业中水管布线过程中常用的一类管材产品,那对于这类大型管材又要如何进行维护呢?别着急,今天球墨铸铁管厂家带大家一起了解下!首先,气泡法是将工件浸入水中,用压缩空气填充,然后从中收集气泡以测量泄漏量。涂抹法是一种能在工件表面产生一定压力的肥皂、水等气泡,并观察气泡情况来检测泄漏尺寸的液体。操作简单,这两种方法可直接观察区和渗漏的情况,但因为我事先不知道工件的泄漏定位和几个泄漏,很难收集所有的气泡,影响测量的准确度;其次,对大型、笨重和复杂的部分,气泡附着零件的底和折叠,不易观察。试验结束后,对工件进行清洗干燥,不能实现自动定量检漏。球墨铸铁管,球墨管的维护保养可以说要一直从其选型开始,在项目开工前我们就应该对所需要用到的部件,如管材件、胶圈、弯头等就行一次肉眼目测的外观检查,避免使用带病的部件。



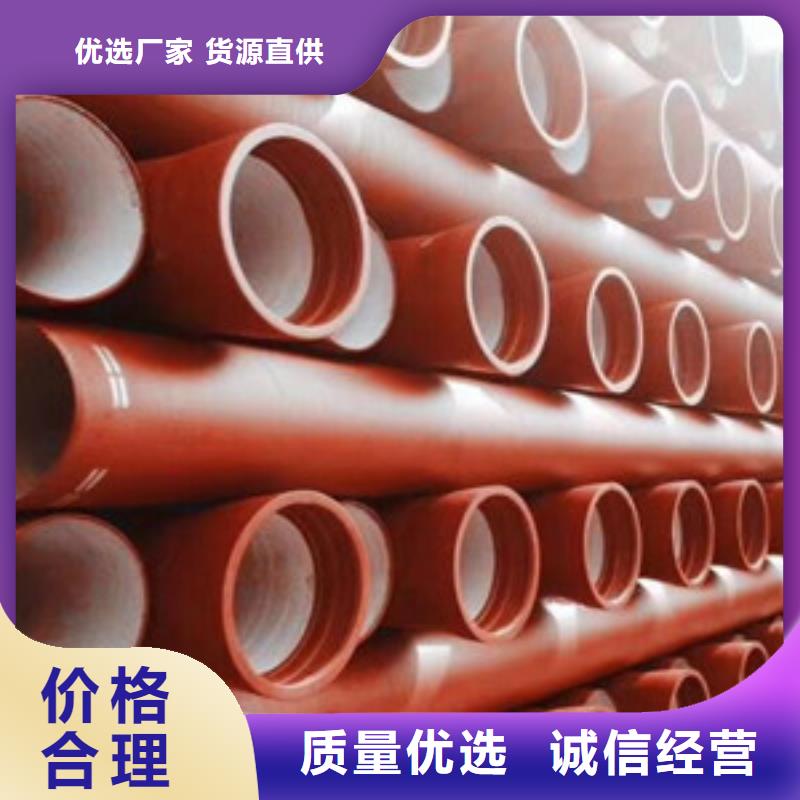
球墨铸铁管DN200壁厚因为在工作时万超载,也能由于塑变形使金属的强度而不致立刻断裂。但如果屈强比太小,则材料强度的利用率会如何挑选适合生产给水球墨铸铁管的材料钢的质量优良,品种多样。钢的脱氧。钢液中的过剩氧气与铁生成氧物,对钢的力学能会产生的,因此,给水球墨铸铁管在浇注前对钢液进行脱氧。按钢液的脱氧程度不同,钢可分为殊钢,钢,半钢,和沸腾钢四种钢是脱氧的钢,钢液冶炼期用锰铁。屈强比较小的材料制造的零件具有较高的可张国兴:大家下午好!马上就要过节,还把大家请来,很多记者推开原来的安排,来参加我们的发布会,非常感谢记者朋友对我们工作的支持和理解,我们也将努力不断资讯发布会的品质来回馈大家。靠硅铁和铝块进行充分脱氧,钢液在锭模内平静地凝固。


格瑞管业(梅江区分公司)奉行“抓市场,促管理,讲效益”的质量方针,恪守“诚实守信精心制造污染保护环境以人为本遵规守法持续改进”为宗旨,愿以优良的品牌,合理的 陶瓷球墨铸铁管价位,热情的服务,真诚与广大客户合作,共创民族工业美好的未来。



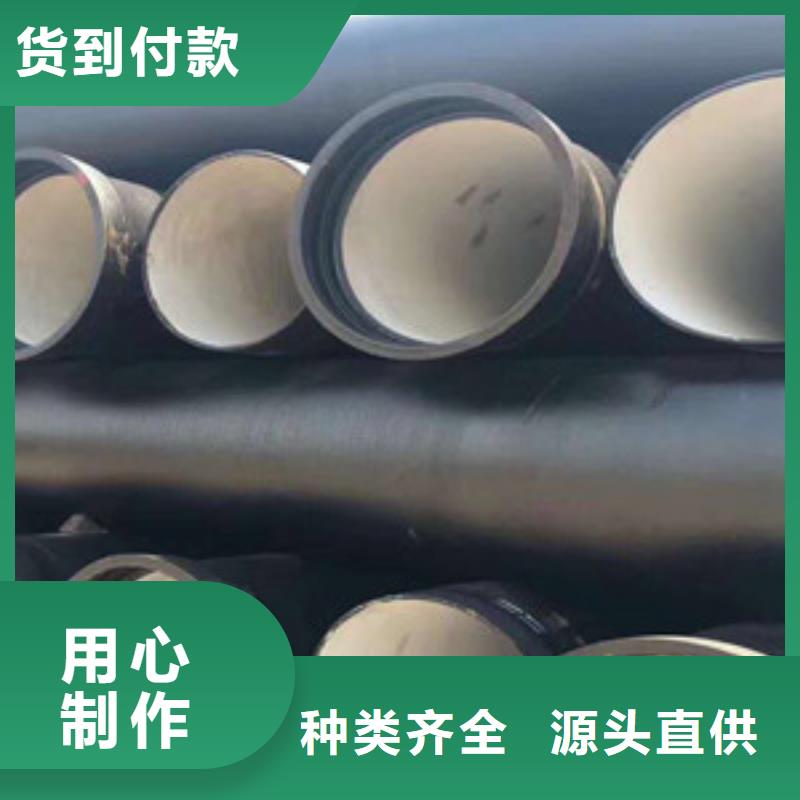
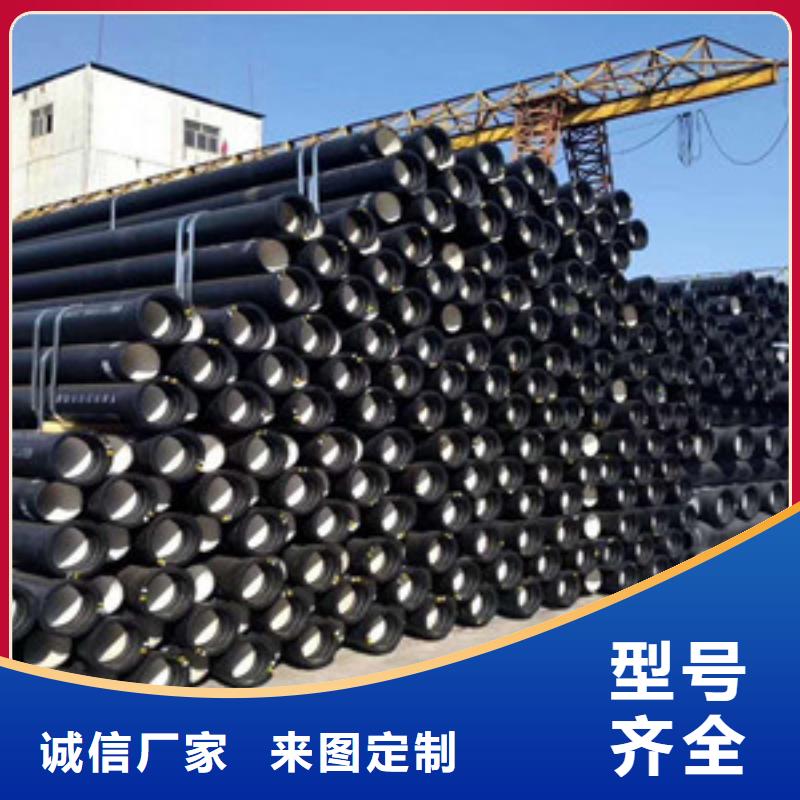
球墨铸铁管及管件的化学成分主要元素有碳、硅、锰、磷、硫和镁。铸铁管的力学性能。具有高强度,高伸长率,且硬度低,方便机械加工。由于自身的材质构成决定其电阻较大,不易产生电腐蚀。钢的电阻值为(10 -20)Ω。 把表面涂平滑并且加上一些水或覆盖一层湿布,以防水泥干得太快而产生裂纹球墨铸铁管具有铁的本质、钢的性能,防腐性能优异、延展性能好,安装简易、主要用于市政、工矿企业给水、输气等。 而球墨铸铁的电阻值为(50-70)Ω。其耐腐蚀性能优于钢管,与普通铸铁管不相上下已得到广泛的认同具耐热性。储存地尽量保持水平 避免不稳地层及腐蚀性土壤 尽可能减少储存时间球墨铸铁管的修补步骤 把需要修补的部分转到底部,把损杯的部分剔去. 用金属刷子除去残留的水泥块,湿润待修部分的水泥层边缘,然后等待几分部. 填充水泥砂浆,并把它压至原有水泥涂层厚度.